3D-модель фланца
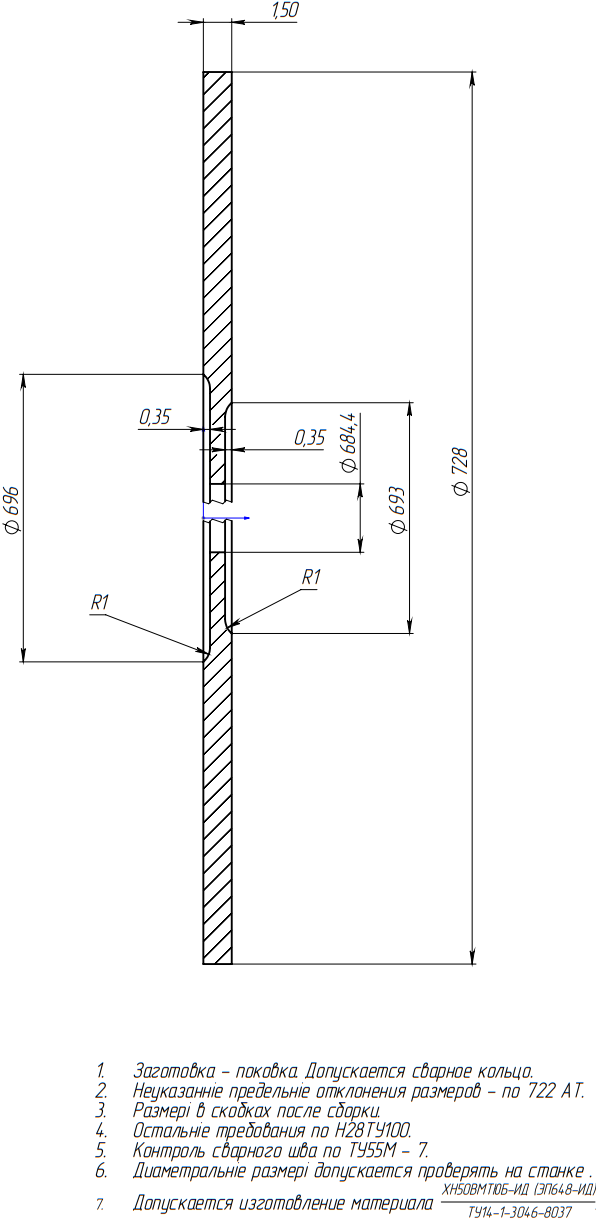
Фланец — плоская деталь круглой формы. Он является промежуточным звеном в корпусе камеры сгорания РД-33. Деталь «Фланец» представляет собой типовое тело вращения. Толщина детали – 5,5 мм, диаметр фланца – 736 мм, диаметр ступицы – 684 мм.
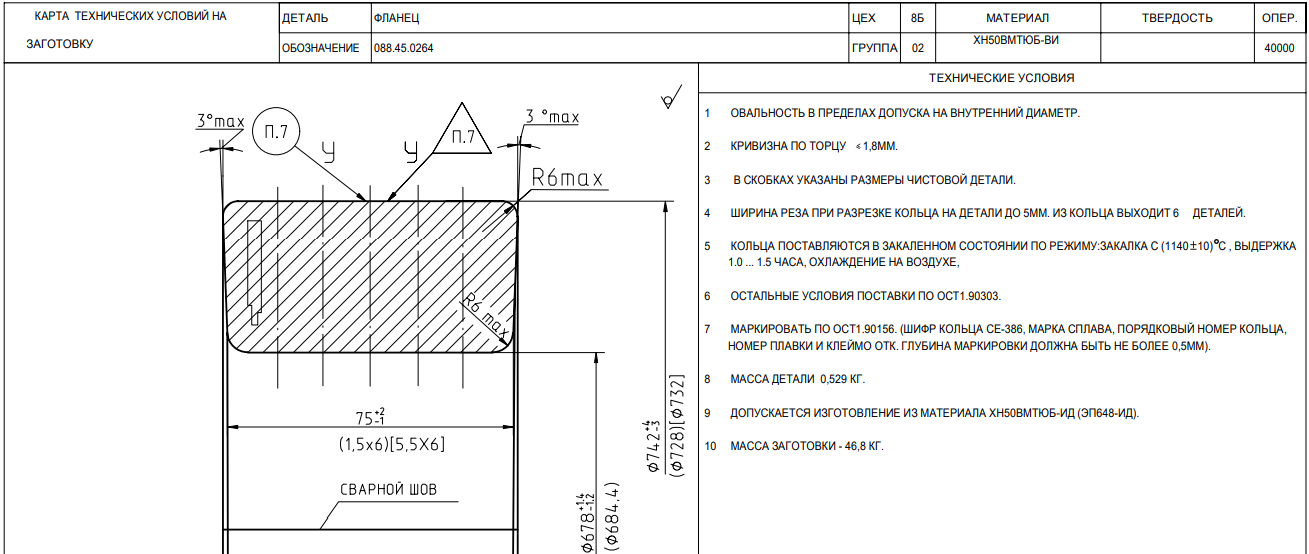
Фланец изготавливается из сплава ХН50ВМТЮБ-ВИ, вес детали 0,529 кг. Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конструкции.Сплав ХН50ВМТЮБ-ВИ применяется для изготовления высоконагруженных деталей, штуцеров, фланцев, деталей из листового проката для ограниченного срока службы при температурах до +950 °С; для изготовления деталей авиационной техники (диски, лопатки газовых турбин). Жаропрочный стареющий свариваемый никель-хромовый сплав. Для сварных конструкций, длительно работающих в агрессивных газовых средах при температурах до 1100 °С.
| Статья | Услуги, руб. | Собственные затраты,руб. | Итого, руб. |
| Приобретение поковки | 0,0 | 63 991,5 | 63 991,5 |
| Отходы | 0,0 | 187,5 | 187,5 |
| Норма времени | 5,3 | 157,5 | 162,8 |
| Зарплата | 12,7 | 673,6 | 686,2 |
| Премия | 5,1 | 269,4 | 274,5 |
| Полная стоимость | 17,8 | 64 747 | 64 764,8 |
| Наименование заготовки | Наименование материала | Стоимость на одну деталь,руб. | Норма расхода на одну деталь,кг | Цена за шт.,руб. | Количество деталей из заготовки,шт. | Чистый вес детали,кг |
| Кольцо(полуфабрикат) | ХН50ВМТЮБ-ВИ (ИД-386) | 63 991,5 | 7,800 | 383 949 | 6 | 0,529 |
Производство детали «Фланец» для сборочной единицы «Камера сгорания и СА ТВД» было рассмотрено в механо-сварочном-сборочном цеху 8Б, площадке № 2 ПАО «ОДК-УМПО» В 8Б цех заготовка поступает со следующими техническими условиями
Для изготовления детали заготовка проходит 11 операций.
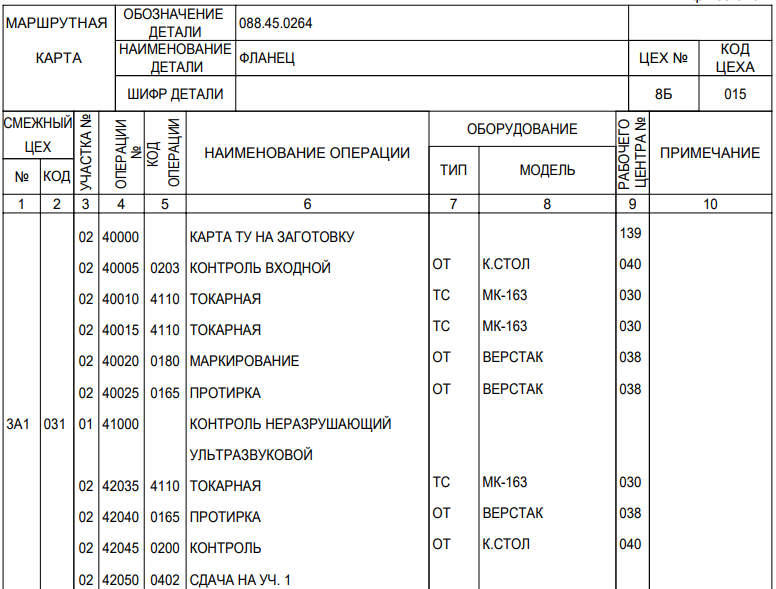
Заготовка поступает в участок №2 цеха 8Б с условным номером, маркой материала, шифром плавки. Далее заготовка проходит входной контроль на контрольном столе, после чего идет на токарную обработку на токарном станке МК-163.
После двух токарных операций заготовку маркируют маркировочным прибором 12Р173. Протирают заготовку бензином НЕФРАС С2-80/120 при помощи хлопчатобумажной салфетки.
Неразрушающий ультразвуковой контроль заготовки производят в цехе 3А1 участке №1.
Ультразвуковой неразрушающий контроль – это современный вид диагностики, отличающийся высокой точностью по сравнению с рентгенодефектоскопией, радио-дефектоскопией и т. д. Она позволяет выявлять широкий спектр дефектов, а также получать достоверные данные о месторасположении, характеристиках и размерах дефектов.
Затем заготовка проходит повторную токарную обработку и протирку.
После контроля, если деталь годен, то она сдается на участок №1 цеха 8Б. Готовую деталь при помощи сварки присоединяют к «Корпусу 2», которая является элементом сборки «Камера сгорания и СА ТВД» двигателя РД-33.